
服务热线:
13600292201
服务热线:
13600292201


切削液 润滑油 防锈油 淬火油

详细信息

一、产品介绍
SC103合金钢切削油由高精度的基础油配入多种优良添加剂配成,不含氟(F)、氯(Cl)、溴(Br)、碘(I)、砹(At)。采用了复合型极压剂,满足不锈钢,合金钢、高碳钢的高难度切削加工。
二、产品特性
A、良好的耐腐蚀性能、能保护加工表面,不发暗、不产生黑斑。
B、优良的润滑性,能减少工件与刀具之间的摩擦,提高刀具使用的寿命和加工工件的光洁度。
C、良好的防锈性,能在加工产品时,给产品表面形成混合多分子层吸附保护膜。
D、优良的极压性能,能减小加工时摩擦系数和热膨胀系数。
E、气味柔和,对皮肤无影响,对人体无伤害;对机床等工作毫无腐蚀,属绿色工业用油。
三、产品参数
|
项目 |
技术指标 |
实测 |
方法 |
|
运动粘度(40℃)Mm2/S不大于 |
16 |
15 |
GB/T265-1988 |
|
闪点(开口)℃不低于 |
170 |
187 |
GB/T3536-2008 |
|
燃点℃不低于 |
190 |
208 |
GB/T3536-2008 |
|
水分%不大于 |
痕迹 |
痕迹 |
GB/T260-1977 |
|
倾点℃不高于 |
-9 |
-32 |
GB/T3535-2006 |
|
机械杂质%不大于 |
0.01 |
0.004 |
GB/T511-2010 |
|
腐蚀实验(铜片)100℃,3h,不大于 |
1级 |
无腐蚀 |
GB/T5096-1985 |
|
抗乳化性实验 |
|
|
GB/T8022-1987 |
|
油中水% |
不大于0.5 |
0.03 |
|
|
乳化层ML |
不大于2.0 |
0.5 |
|
|
总分离水ML |
不大于3.0 |
1.8 |
|
|
极压测试 |
|
|
|
|
大无卡咬负荷测试(PB值N)不低于 |
855 |
870 |
GB/T3142-1982 |
|
烧结负荷测试(PD值N) |
4366 |
4650 |
|
|
磨斑直径(1800R/MIN, 196N,60S,54℃) |
不大于0.35MM |
0.09 |
|
|
防锈试验(35℃±2℃,铜片) |
≧6H无锈斑 |
无锈 |
GB/T5096-1985 |
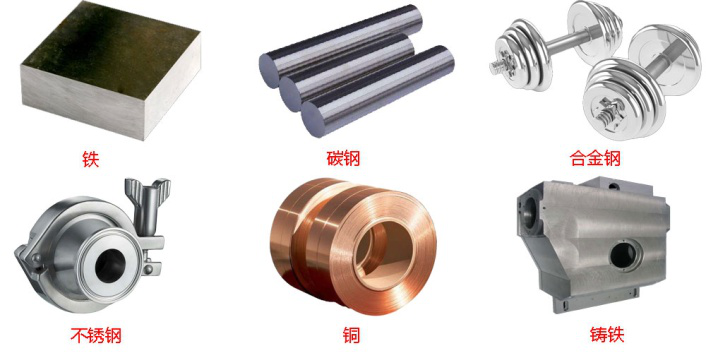
四、产品应用领域
不锈钢、合金钢的高难度工艺切削加工。可用于铸铁、碳钢、黑色金属加工。
五、产品使用方法
A、清理油箱和循环系统加油直接使用。
B、本品禁忌混入异物污染,否则会导致油品变质、失效。
C、不要与其他油品混用,防止性能变差。
六、产品包装:大桶200L/桶、小桶18L/桶
[返回] 纯油性切削油
上一个:纯油性切削油SC100 100A
